Opus 89, 2010
Construction Photos
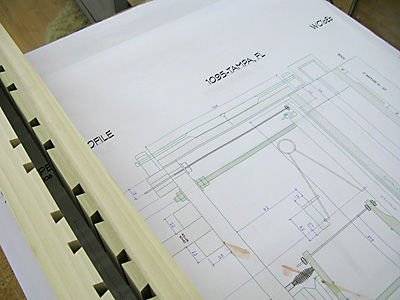
The pipes and the windchests are the first parts of the organ to be built. Since they are used for layout purposes, the windchest drawings are printed on what is essentially plastic, a matte-finish polyester film. This material isn't affected by humidity, while paper can easily shrink or expand 1/4" over the length of a large windchest.

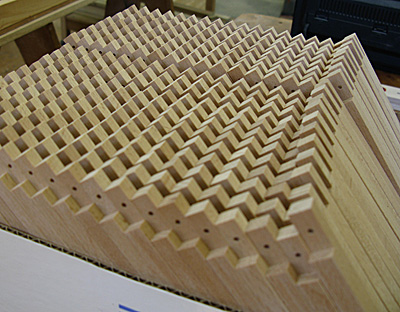
Slider windchests are built around a “grid”, a framework that creates individual channels for each note. These two rails will be the long sides of the grid, and have dovetail grooves to receive the “channel bars”, the dividers between each note channel.

The channel bars have dovetail ends that match the grooves in the grid frame rails.

The assembled grid.

Stacks of windchest valves, or “pallets”, waiting to be leathered.

The bass pallets have a small wooden part that is connected to the “balancier”, a small device that helps reduce the “pluck”, or initial resistance felt at the key.

Sliders cut to width. This material is composed of cotton sheets impregnated with a phenolic resin, and are highly resistant to climatic changes. Like the organ, it’s made in Iowa by Norplex-Micarta.

Pat deburrs the holes in a slider.

Windchest toebards. A pipe stands above every hole. The larger routed cavities in the toeboards on the right will house check valves that allow single sets of pipes to be played from both the Great and the Pedal divisions.

Windchest toebards, now with burned (countersunk) toeholes and lacquered.

A bevy of windchests, placed upside down on carts. Pallet boxes are being fitted.

Pedal Mixture pipe bodies before they are rounded.

Choir Lieblich Gedeckt bodies after rounding & soldering.

The feet for the Lieblich Gedeckt in the foreground.

John prepares the Lieblich Gedeckt feet to be soldered to the bodies.

A variety of bass pipes, too long to fit in standard pipe trays for storage. They are placed upside down so that small pointed toes don’t collapse under the weight. You can see special little blocks under the non-inverted pipes in the center; these blocks support the pipe in a way that keeps the toe from being crushed, similar to countersunk toeholes on a windchest.

John Streufert files the upper lip of a wooden bass pipe, a part of the voicing process.

Bill curves a reed for the Swell Oboe.

The Oboe is constructed in the French manner, with a ‘ring’ and a ‘nut’, here shown upside-down during the voicing process. This double-block construction better supports the slender tin resonators.

These pieces of yellow poplar are the members of the back frames of the organ.

The organ case has a variety of curved elements, some of which are made by gluing up thin pieces of wood. Here you can see several thin layers being glued together by clamping them against a form with the proper radius.

A variety of case frames awaiting assembly. The organ case is made of American black cherry lumber.

The lower part of the case has “tongue & groove” woodwork, where narrow cherry boards are mounted on underlying poplar frames.

This is one of the brackets at the side of the lower case.

Kent makes the center façade toeboard, here sitting upside-down.

A collection of completed parts: case frames in the back, stacks of tongue & groove panels on rolling carts, and perch boards that will be located over the windchests for permit easier tuning..

Pat Lowry sands wooden elements that will be part of the pipeshades.

Blanks of western red cedar glued up for swell shades. The butcher block construction prevents warping, which would keep the shades from closing fully, decreasing the swell effect.

After each edge is given a special angled profile and the individual shades are cut to length, they are assembled in a frame. This is the shadefront for the Choir.

The manual keyboards have cow bone naturals and ebony sharps. The key cheeks are black walnut.
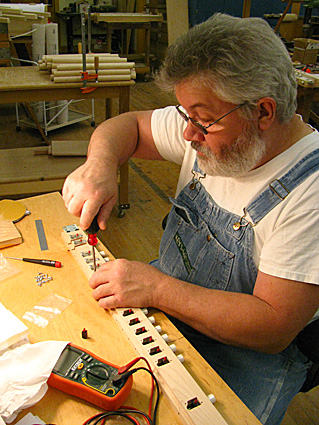
Art fits the thumb pistons to a rail that is mounted to the frame below the keys.
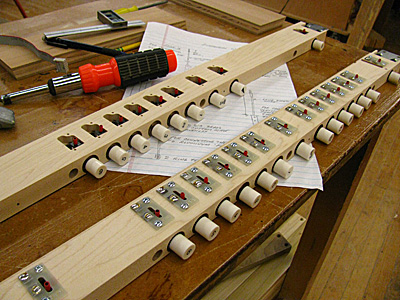
The thumb pistons have magnetic reed switches, which do not suffer from oxidation as exposed wire contacts do.

The lower part of the console case. The console is “detached”, meaning that it is not built into the main case but is separated from it—in this instance, by about six feet.

Nearing completion. Like the organ case, the console is made of American black cherry. The console interior and music rack are veneered with Carpathian elm burl.
Some of the pedal coupler levers, which are made of white beech.

House-made wooden squares, mounted on beams and ready for installation in the console chassis.

The console chassis, the ‘guts’ of the organ console.

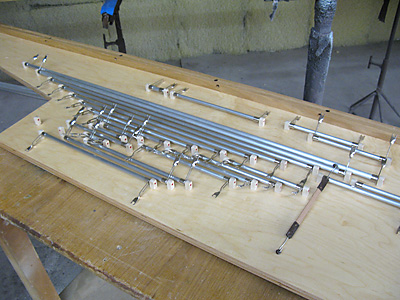
Pat Thieszen assembles the tracker runs, which guide the trackers under the floor from the console into the organ.

Having been assembled, the tracker runs are set aside for eventual assembly with the rest of the organ.
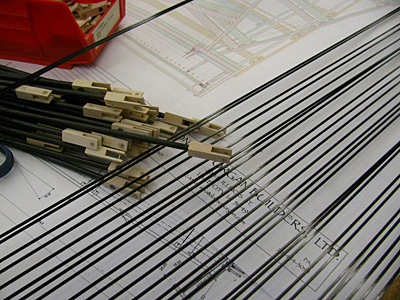
The trackers and stickers are made of carbon fiber rods.

Sanding one of the rollerboards.
A completed rollerboard.

Wood ribs for the single-rise bellows have been cut, profiled and sanded.

Randy making wooden wind trunks, the ducts that carry the pressurized air from the bellows to the windchests.

Op. 89 Home

 The University of Tampa
The University of Tampa